GOST 6235-2020
CONSEIL INTERÉTATS DE NORMALISATION, DE MÉTROLOGIE ET DE CERTIFICATION
(MGS)
CONSEIL INTERÉTATS DE NORMALISATION, DE MÉTROLOGIE ET DE CERTIFICATION
(ISC)
ENTRE ÉTATS |
GOST 2020 |
FEUILLES ET BANDES DE NICKEL
Conditions techniques
Édition officielle
GOST 6235-2020
Préface
Les objectifs, principes fondamentaux et règles générales de mise en œuvre des travaux de normalisation interétatique sont définis par les normes GOST 1.0 « Système de normalisation interétatique. Dispositions fondamentales » et GOST 1.2 « Système de normalisation interétatique. Normes, règles et recommandations interétatiques pour la normalisation interétatique. Règles d'élaboration, d'adoption, de mise à jour et d'annulation ».
Informations sur la norme
1 DÉVELOPPÉ PAR le Comité technique de normalisation TC 106 « Laminage des métaux non ferreux », société par actions « Institut de recherche, de conception et d'ingénierie des alliages et de la transformation des métaux non ferreux » (JSC « Institut de laminage des métaux non ferreux »)
2 SOUMIS par l'Agence fédérale de réglementation technique et de métrologie
3 ADOPTÉ par le Conseil interétatique de normalisation, de métrologie et de certification (procès-verbal du 30 juin 2020 n° 131-P)
Les personnes suivantes ont voté pour l'adoption :
| Nom abrégé du pays selon MK (ISO 3166) 004-97 | Code pays selon MK (ISO 3166) 004-97 | Nom abrégé de l'organisme national de normalisation |
Arménie région Kirghizistan Tadjikistan |
SUIS PAR KG TJ |
Ministère de l'Économie de la République d'Arménie organisme de normalisation Norme kirghize Tadjikstandard |
5 AU LIEU DE GOST 6235-91
Les informations sur l'entrée en vigueur (fin de validité) de cette norme et de ses modifications sur le territoire des États susmentionnés sont publiées dans les index des normes nationales publiées dans ces États, ainsi que sur Internet sur les sites Web des organismes nationaux de normalisation concernés.
En cas de révision, de modification ou d'annulation de cette norme, les informations pertinentes seront publiées sur le site officiel du Conseil interétatique de normalisation, de métrologie et de certification dans le catalogue « Normes interétatiques »
GOST 6235-2020
Contenu
1 Portée 1
2 Références normatives 1
3 Termes et définitions 3
4 Assortiment 3
5 Exigences techniques 6
6 Règles d'acceptation 7
7 Méthodes de contrôle et d'essai 9
8 Emballage, étiquetage, transport et stockage 10
Annexe A (informative) Épaisseur et poids théorique de 1 m² de tôles laminées à chaud
et bandes laminées à chaud et à froid 12
GOST 6235-2020
NORME INTERÉTAT
FEUILLES ET BANDES DE NICKEL
Conditions techniques
Bandes et rubans de nickel. Spécifications
Date d'introduction - 2021-04-01
1 Champ d'application
Cette norme s'applique aux tôles de nickel laminées à chaud et aux bandes laminées à chaud et à froid (feuilles et bandes) utilisées dans diverses industries.
2 Références normatives
Cette norme utilise des références normatives aux normes interétatiques suivantes :
Pieds à coulisse GOST 166 (ISO 3599-76). Spécifications
GOST 427 Règles métalliques de mesure. Conditions techniques
GOST 492 Nickel, nickel et alliages cuivre-nickel traités par pression. Marques
GOST 1497 (ISO 6892-84) Métaux. Méthodes d'essai de traction
GOST 2991 Caisses en bois non pliables pour marchandises jusqu'à 500 kg. Spécifications générales
GOST 3282 Fil d'acier à faible teneur en carbone à usage général. Spécifications
Ruban d'emballage en acier GOST 3560. Conditions techniques.
GOST 6012 Nickel. Méthodes d'analyse spectrale d'émission chimico-atomique.
Micromètres GOST 6507. Spécifications
GOST 6689.1 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du cuivre.
GOST 6689.2 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du nickel.
GOST 6689.3 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination de la teneur en nickel et en cobalt.
GOST 6689.4 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du zinc.
GOST 6689.5 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du fer.
GOST 6689.6 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du manganèse.
GOST 6689.7 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du silicium.
GOST 6689.8 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage de l'aluminium.
GOST 6689.9 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du cobalt.
GOST 6689.10 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du carbone.
GOST 6689.11 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du tungstène.
GOST 6689.12 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du magnésium.
GOST 6689.13 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage de l'arsenic.
GOST 6689.14 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du chrome.
GOST 6689.15 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage de l'antimoine.
GOST 6689.16 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du zinc, du cadmium, du plomb, du bismuth et de l'étain.
Édition officielle
1
GOST 6235-2020
GOST 6689.17 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du bismuth.
GOST 6689.18 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du soufre.
GOST 6689.19 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du phosphore.
GOST 6689.20 Nickel, nickel et alliages cuivre-nickel. Méthodes de dosage du plomb.
GOST 6689.21 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination du titane.
GOST 6689.22 Nickel, nickel et alliages cuivre-nickel. Méthodes de détermination de l'étain.
GOST 7376 Carton ondulé. Spécifications générales*
GOST 7502 Mètres à ruban métalliques. Conditions techniques
GOST 7933 Carton pour emballages de consommation. Spécifications générales
GOST 8273 Papier d'emballage. Conditions techniques
GOST 8828 Papier de base et papier d'emballage imperméable à deux couches. Conditions techniques
GOST 10198 Caisses en bois pour marchandises de 200 à 20 000 kg. Spécifications générales.
GOST 10510 (ISO 8490-86) Métaux. Méthode d'essai d'extrusion Erichsen pour tôles et bandes.
GOST 11358 Jauges d'épaisseur et de paroi avec graduations de 0,01 et 0,1 mm. Conditions techniques
GOST 13047.1 Nickel. Cobalt. Exigences générales pour les méthodes d'analyse.
GOST 13047.2 Nickel. Cobalt. Méthodes de dosage du nickel dans le nickel
GOST 13047.3 Nickel. Cobalt. Méthodes de dosage du cobalt dans le cobalt
GOST 13047.4 Nickel. Cobalt. Méthodes de dosage du cobalt dans le nickel.
GOST 13047.6 Nickel. Cobalt. Méthodes de détermination du carbone
GOST 13047.7 Nickel. Cobalt. Méthodes de dosage du soufre
GOST 13047.14 Nickel. Cobalt. Méthodes de détermination du bismuth
GOST 13047.17 Nickel. Cobalt. Méthodes de dosage du fer
GOST 13047.18 Nickel. Cobalt. Méthodes de dosage de l'arsenic.
GOST 14019 (ISO 7438:1985) Matériaux métalliques. Méthode d'essai de flexion.
GOST 14192 Marquage des marchandises
GOST 15102 Conteneur métallique fermé à usage général d'un poids brut nominal de 5,0 t. Conditions techniques
GOST 15846 Produits expédiés vers les régions de l'Extrême-Nord et localités équivalentes. Emballage, marquage, transport et stockage.
GOST 18242 Tests d'acceptation statistique par un attribut alternatif. Plans de contrôle**
GOST 18321 Contrôle statistique de la qualité. Méthodes d'échantillonnage aléatoire de produits individuels.
Conteneurs universels GOST 18477. Types, principaux paramètres et dimensions.
GOST 20435 Conteneur métallique fermé à usage général d'un poids brut nominal de 3,0 t. Conditions techniques
Conteneur GOST 21140. Système de dimensions
GOST 21650 Dispositifs de fixation des charges unitaires dans les colis de transport. Exigences générales.
GOST 22225 Conteneurs à usage général d'un poids brut de 0,625 et 1,25 tonne. Conditions techniques
GOST 24047 Produits semi-finis en métaux non ferreux et leurs alliages. Échantillonnage pour essais de traction.
GOST 24231 Métaux et alliages non ferreux. Exigences générales pour l'échantillonnage et la préparation des échantillons destinés à l'analyse chimique.
GOST 24597 : Emballages de marchandises emballées individuellement. Paramètres et dimensions de base.
GOST 26653 Préparation des marchandises générales pour le transport. Exigences générales
GOST 26663 Emballages de transport. Formation par emballage. Exigences techniques générales.
GOST 26838 Caisses et tasseaux en bois. Normes de résistance mécanique.
GOST 26877 Produits métalliques. Méthodes de mesure des écarts de forme.
GOST 33757 Palettes plates en bois. Conditions techniques
* La norme GOST R 52901-2007 « Carton ondulé pour l'emballage de produits. Conditions techniques » est en vigueur.
** La norme GOST R ISO 2859-1-2007 « Méthodes statistiques. Procédures d'échantillonnage pour le contrôle par un attribut alternatif. Partie 1. Plans d'échantillonnage pour le contrôle de lots successifs basés sur un niveau de qualité acceptable » est en vigueur.
2
GOST 6235-2020
Remarque - Lors de l'utilisation de la présente norme, il est conseillé de vérifier la validité des normes et classificateurs référencés sur le site web officiel de l'Interstate Council for Standardization, Metrology and Certification (ICCST), dans les index des normes nationales publiées dans les pays spécifiés dans la préface, ou sur les sites web officiels des organismes nationaux de normalisation concernés. Si une référence non datée à un document est donnée, il convient d'utiliser le document en vigueur à ce moment, en tenant compte de toutes les modifications qui y ont été apportées. Si un document référencé avec une référence datée a été remplacé, il convient d'utiliser la version spécifiée du présent document. Si, après l'adoption de la présente norme, une modification est apportée à un document référencé avec une référence datée et affecte une disposition à laquelle il est fait référence, cette disposition s'applique sans tenir compte de cette modification. Si un document référencé est annulé sans remplacement, la disposition dans laquelle il est fait référence s'applique dans la partie qui n'affecte pas cette référence.
3 Termes et définitions
Les termes et définitions suivants sont utilisés dans la présente norme :
3.1 feuille : Produit semi-fini plat de section rectangulaire, d'une épaisseur supérieure à 0,1 mm, fabriqué
roulement.
3.2 bande : Produit semi-fini plat de section rectangulaire dont le rapport longueur/largeur n'est pas
inférieure à 5, d'une épaisseur supérieure à 0,1 mm, produite par laminage ou découpage de tôles et de bandes.
3.3 assombrissement :Un défaut sous la forme d'une surface sombre continue du produit.
3.4 couleurs de recuit : Un défaut de surface qui est un film d'oxyde irisé,
présent sur la surface plane du produit.
3,5 traces de graisse non brûlée : Défaut de surface sous forme de taches, de stries, de coulures et de taches.
3.6 bavure : défaut de surface qui est une saillie pointue en forme de crête ou
une bande de métal torsadée en spirale à l'endroit où un lingot ou un produit semi-fini est coupé.
3.7 laminage à l'échelle : Défaut de surface sous forme d'inclusions de résidus de calamine pressés dans la
surface métallique lors de la déformation.
3.8 délaminage : Défaut de surface sous la forme d'une discontinuité dans le métal orienté
le long de la direction de la déformation.
3.9 fissure : Défaut sous la forme d'une rupture locale du métal de taille variable, ayant une
direction.
3.10 cambrure : Une déviation de forme dans laquelle les bords d'une feuille ou d'une bande dans l'horizontale
les plans ont la forme d'un arc.
3.11 bord ridé et ondulé : Défaut de forme sous la forme d'un bord ridé local d'un produit semi-fini plat.
3.12 bord déchiré : Défaut de surface d'un produit semi-fini plat sous la forme d'une rupture du métal le long
bords.
3.13 obliquité de coupe : Écart par rapport à la perpendicularité auquel le plan de coupe forme une
plans longitudinaux de produits métalliques à un angle différent de 90°.
4 Assortiment
4.1 L'épaisseur et la largeur des tôles laminées à chaud ainsi que les écarts d'épaisseur maximaux doivent correspondre aux valeurs spécifiées dans le tableau 1.
Tableau 1 En millimètres
| Épaisseur de la tôle | Écarts maximaux d'épaisseur à la largeur de la tôle | ||
| 500 | 600, 700 | 800 | |
| 5.0 | 0 -0,40 |
- | - |
| 6.0 | 0 -0,45 | ||
7.0 8.0 |
0 -0,50 | ||
3
GOST 6235-2020
Fin du tableau 1 En millimètres
| Épaisseur de la tôle | Écarts maximaux d'épaisseur à la largeur de la tôle | ||
| 500 | 600, 700 | 800 | |
| 9.0 | 0 -0,50 |
0 -0,60 |
- |
| 10.0 | 0 -1,0 | ||
11.0 12.0 13.0 14.0 |
0 -0,80 |
0 -0,90 | |
15.0 16.0 17.0 |
0 -0,90 |
0 -1,0 |
0 -1,2 |
18.0 19.0 20.0 |
0 -1,2 |
0 -1,3 |
0 -1,5 |
| Remarque : À la demande du client, les tôles laminées à chaud sont fabriquées avec des tolérances d'épaisseur maximales plus strictes. | |||
4.2 Les écarts maximaux de largeur de feuille doivent correspondre aux valeurs spécifiées dans le tableau 2.
Tableau 2 En millimètres
| Largeur de la feuille | Écarts maximaux de largeur avec l'épaisseur de la tôle | |
| De 5,0 à 10,0 | De 11,0 à 20,0 | |
| 500, 600, 700, 800 | 0 -15 |
0 -20 |
4.3 La longueur des feuilles doit être de 500 à 2 000 mm.
Les feuilles sont produites en longueurs mesurées, multiples de 100 mm et non mesurées.
Les écarts maximaux de longueur des feuilles de longueurs mesurées et de longueurs mesurées multiples ne doivent pas dépasser moins 20 mm.
4.4 L'épaisseur des bandes laminées à chaud et les écarts maximaux pour celle-ci doivent correspondre aux valeurs indiquées dans le tableau 3.
Tableau 3 En millimètres
| Épaisseur de la bande | Écarts maximaux d'épaisseur de bande |
5,0-6,0 7,0-8,0 9,0-10,0 11.0 12.0 13,0-14,0 15,0-17,0 18,0-20,0 |
de 0 à -0,35 de 0 à -0,40 de 0 à -0,50 de 0 à -0,60 de 0 à -0,70 de 0 à -0,80 de 0 à -0,90 de 0 à -1,2 |
| Remarque : À la demande du client, les bandes laminées à chaud sont fabriquées avec des tolérances d'épaisseur maximales plus strictes. | |
4
GOST 6235-2020
4.5 La largeur des bandes laminées à chaud et les écarts maximaux pour celle-ci doivent correspondre aux valeurs spécifiées dans le tableau 4.
Tableau 4 En millimètres
| Bande passante | Écarts maximaux de largeur avec l'épaisseur de la bande | ||
| 5.0 | De 6,0 à 10,0 | De 11,0 à 20,0 | |
| 100, 150, 300 | 0 -4.0 |
0 -10,0 |
- |
| 100, 150 | - | - | 0 -15,0 |
| 300 | - | - | 0 -20,0 |
| Remarque : À la demande du client, les bandes laminées à chaud sont fabriquées avec des tolérances de largeur maximale plus strictes. | |||
4.6 La longueur des bandes laminées à chaud doit être de 400 à 2 000 mm.
Les bandes laminées à chaud sont produites en longueurs mesurées, mesurées multiples et non mesurées.
Les écarts maximaux de longueur des bandes laminées à chaud ne doivent pas dépasser moins 15 mm.
4.7 L'épaisseur des bandes laminées à froid et les écarts maximaux doivent correspondre aux valeurs spécifiées dans le tableau 5.
Tableau 5 En millimètres
| Épaisseur de la bande | Écarts maximaux d'épaisseur de bande |
| 1.0 | 0 -0,08 |
| 1,2 | 0 -0,09 |
| 1,5 | 0 -0,10 |
| 1,8-2,0 | 0 -0,11 |
| 2,5-3,0 | 0 -0,12 |
| 3,5 | 0 -0,16 |
| 4.0 | 0 -0,18 |
| 4,5-5,0 | 0 -0,20 |
| 5,5-8,0 | 0 -0,25 |
| 9,0-10,0 | 0 -0,30 |
4.8 La largeur des bandes laminées à froid et les écarts maximaux pour celle-ci doivent correspondre aux valeurs spécifiées dans le tableau 6.
Tableau 6 En millimètres
| Bande passante | Écarts maximaux de largeur avec l'épaisseur de la bande | |||
| de 1,0 à 1,5 | de 1,5 à 3,0 | de 3,5 à 5,5 | de 6,0 à 10,0 | |
40,42,45,48,50,52,55, 60,63,65,70,75,80,85,90,95,100,105, 110,120,125,130,140,150,160,170 |
0 -1 |
0 -2 |
- | - |
5
GOST 6235-2020
Fin du tableau 6 En millimètres
| Bande passante | Écarts maximaux de largeur avec l'épaisseur de la bande | |||
| de 1,0 à 1,5 | de 1,5 à 3,0 | de 3,5 à 5,5 | de 6,0 à 10,0 | |
175,180,190,200,210,220,240,250,260, 280 300 |
0 -2 |
0 -3 |
0 -4 |
0 -10 |
| 400 | 0 -3 |
0 -3 |
- | - |
4.9 La longueur des bandes laminées à froid doit être de 400 à 2 000 mm.
Les bandes laminées à froid sont produites en longueurs mesurées, mesurées multiples et non mesurées.
Les écarts maximaux dans la longueur des bandes ne doivent pas dépasser moins 10 mm.
Remarque - Le poids théorique de 1 m² de feuilles et de bandes est donné en annexe A.
4.10 Par accord entre le consommateur et le fabricant, les feuilles et les bandes peuvent être fabriquées dans des dimensions intermédiaires en épaisseur et en largeur, avec des écarts maximaux pour la dimension supérieure suivante indiqués dans les tableaux 1 à 6.
4.11 Par accord entre le consommateur et le fabricant, les feuilles et les bandes peuvent être fabriquées avec des écarts maximaux d'épaisseur et de largeur différents de ceux indiqués dans les tableaux 1 à 6.
4.12 Les désignations conventionnelles des feuilles et des bandes doivent être indiquées conformément au schéma :
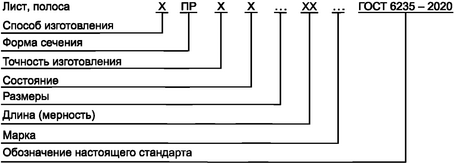
Les abréviations suivantes sont utilisées :
méthode de fabrication : laminé à froid - D,
laminé à chaud - G;
forme de la section transversale : rectangulaire - PR ;
état : doux - M,
solide - T;
longueur (dimension) : multiple de la dimension - KD,
non dimensionnel - ND.
Un « X » est placé à la place des données manquantes.
Exemples de désignations conventionnelles :
Tôle laminée à chaud, épaisseur 5,0 mm, largeur 500 mm, longueur 1000 mm, en nickel de qualité NP2 :
Feuille GPRHH 5,0×500×1000 NP2 GOST 6235-2020
Bande laminée à chaud, épaisseur 9,0 mm, largeur 150 mm, longueur 1500 mm, en nickel de qualité NP3 :
Bande GPRXX 9.0×150×1500 NP3 GOST 6235-2020
Bande laminée à froid de 8,0 mm d'épaisseur, 100 mm de largeur, 1000 mm de longueur, en nickel de qualité NP2 :
Bande DPRXX 8,0 × 100 × 1 000 NP2 GOST 6235-2020
5 Exigences techniques
5.1 Les tôles et bandes sont fabriquées conformément aux exigences de la présente norme à partir des nuances de nickel NP1, NP2, NP3 et NP4 avec une composition chimique conforme à GOST 492.
6
GOST 6235-2020
5.2 Selon l'état du matériau, les bandes laminées à froid sont produites souples et dures.
5.3 La surface des feuilles et des bandes doit être exempte de toute contamination qui empêche l'inspection visuelle.
5.4 Aucun défaut n'est autorisé sur la surface qui entraînerait des tôles et des bandes dépassant les écarts d'épaisseur maximum lors du nettoyage de contrôle.
De plus, sur la surface des tôles et bandes laminées à chaud, un léger laminage de calamine est autorisé, ce qui ne conduit pas les tôles et bandes au-delà des écarts d'épaisseur maximum lors du nettoyage de contrôle.
Des noircissements locaux, des couleurs de revenu et des traces de graisse non brûlée sont autorisés sur la surface des bandes laminées à froid.
Les exigences de qualité de surface sont établies sur la base d'échantillons approuvés conformément à la procédure établie.
5.5 Par accord entre le consommateur et le fabricant, des feuilles et des bandes peuvent être fabriquées avec des exigences de qualité de surface différentes de celles spécifiées au point 5.4.
5.6 Les feuilles et les bandes doivent être coupées uniformément.
5.7 L'obliquité de coupe ne doit pas dépasser les écarts maximaux de largeur et de longueur des tôles et des bandes.
5.8 A la demande du consommateur, les feuilles et les bandes ne doivent pas présenter de bords ondulés, froissés ou déchirés, ainsi que de bavures sur le bord.
5.9 Les tôles et bandes laminées à chaud sont fabriquées avec une épaisseur supérieure à 20 mm sans rognage des bords, tandis que les écarts d'épaisseur maximum sont fixés par accord entre le consommateur et le fabricant.
5.10 Par accord entre le consommateur et le fabricant, les feuilles et les bandes peuvent être fabriquées avec des exigences de qualité de bord différentes de celles spécifiées aux points 5.7 et 5.8.
5.11 Les feuilles et les bandes ne doivent présenter aucun délaminage.
5.12 À la demande du client, les bandes souples doivent résister à un essai de pliage à froid sous un angle de 180° autour d'un mandrin avec un rayon de courbure égal à l'épaisseur de la bande, sans formation de traces de déchirures ou de fissures.
5.13 Par accord entre le consommateur et le fabricant, les exigences relatives aux essais de flexion des bandes souples peuvent différer de celles données en 5.12.
5.14 À la demande du client, la forme en croissant des bandes laminées à froid ne doit pas dépasser 3 mm par 1 m de longueur.
5.15 Par accord entre le consommateur et le fabricant, des feuilles et des bandes peuvent être fabriquées avec des exigences de forme en croissant différentes de celles spécifiées dans 5.14.
5.16 À la demande du client, les propriétés mécaniques des tôles et des bandes doivent correspondre à celles spécifiées dans le tableau 7.
Tableau 7
| État du matériel | Résistance à la traction, MPa (kgf/mm²), pas moins de | Allongement relatif, %, pas moins de | Profondeur d'extrusion (selon Eriksen avec un rayon de poinçon de 10 mm), mm, pas moins de |
laminé à chaud Doux Solide |
370 (38) 370 (38) 540 (55) |
15 35 2 |
- 8,5 - |
5.17 Par accord entre le consommateur et le fabricant, des feuilles et des bandes peuvent être fabriquées avec des propriétés mécaniques différentes de celles indiquées dans le tableau 7.
Les valeurs de profondeur d'extrusion pour le test d'étirage à fossettes sphériques peuvent différer de celles indiquées dans le tableau 7.
6 Règles d'acceptation
6.1 Les tôles et bandes sont acceptées par lots. Un lot doit être composé de tôles et de bandes de même nuance de nickel, de même taille et de même état de matériau, et être accompagné d'un document qualité contenant :
- marque ou nom du fabricant et marque déposée ;
- nom du pays de fabrication ;
- adresse légale du fabricant et/ou du vendeur ;
7
GOST 6235-2020
- désignation conventionnelle ;
- numéro de lot ;
- résultats des tests ;
- poids brut et net du lot ;
- nombre d'espaces de chargement.
Le poids du lot ne doit pas dépasser 2500 kg.
Il est permis de délivrer un seul document de qualité pour plusieurs lots de tôles ou de bandes de nickel de même nuance, de même dimension, de même état, expédiés au même consommateur, en indiquant les numéros de lots.
6.2 Pour contrôler les dimensions et la qualité de surface des tôles et des bandes, un plan d'échantillonnage normal en une seule étape est utilisé pour le contrôle alternatif conformément à GOST 18242 avec un niveau d'acceptation de défectuosité de 4 %.
La sélection des feuilles et des bandes d'un lot dans un échantillon est effectuée « à l'aveugle » (en utilisant la méthode de la plus grande objectivité) conformément à GOST 18321.
Le nombre de feuilles et de bandes sélectionnées est déterminé conformément au tableau 8.
Tableau 8
| Nombre de feuilles et de bandes dans un lot, pcs. | Nombre de feuilles et de bandes contrôlées, pcs. |
4-25 26-90 91-150 151-280 281-500 501-1200 1201-3200 |
3 13 20 32 50 80 125 |
| Remarque : si la taille du lot ne dépasse pas trois feuilles ou bandes, chaque feuille ou bande est testée. | |
Le nombre de feuilles et de bandes dans un lot et le nombre de zones contrôlées sur une feuille ou une bande sont déterminés selon les formules (1) et (2) données en 7.2.
Le nombre de points contrôlés sur chaque feuille ou bande sélectionnée est déterminé en fonction du nombre total de sections de 100 mm de long le long du périmètre de la feuille ou de la bande conformément au tableau 9.
Si le périmètre n'est pas un multiple de 100 mm, la section finale d'une longueur inférieure à 100 mm est considérée comme une section.
Tableau 9
| Nombre de sections sur une feuille ou une bande, pcs. | Nombre de points contrôlés sur une feuille ou une bande, pcs. | Numéro de rejet |
4-25 26-90 91-150 |
3 13 20 |
1 2 3 |
La feuille ou la bande testée est considérée comme acceptable si le nombre de résultats de mesure qui ne répondent pas aux exigences des sections 4 et 5 est inférieur au nombre de rejet indiqué dans le tableau 9.
Si des résultats de mesure insatisfaisants sont obtenus sur au moins une des feuilles contrôlées ou une bande, le lot est rejeté.
Le fabricant est autorisé à effectuer une inspection complète si un résultat insatisfaisant est obtenu.
Le fabricant est autorisé à effectuer un contrôle de qualité de la surface et des dimensions de la tôle pendant le processus de fabrication, à condition que la qualité des tôles réponde aux exigences de cette norme.
8
GOST 6235-2020
6.3 Pour tester la flexion, la cambrure et l'obliquité de coupe, quatre bandes sont sélectionnées dans un lot.
6.4 Pour le test d'extension des fossettes sphériques, quatre bandes souples de 1,0 et 1,2 mm d'épaisseur sont sélectionnées dans le lot.
6.5 Pour vérifier la composition chimique, quatre tôles ou bandes sont sélectionnées dans un lot. Le fabricant est autorisé à prélever un échantillon du métal en fusion pour vérifier la composition chimique.
6.6 Si les résultats des essais de traction, de flexion, d'extrusion et d'analyse chimique, ainsi que du contrôle de la largeur, de la longueur et de la qualité de surface sont insatisfaisants, un nouvel essai doit être effectué sur un double échantillon prélevé dans le même lot. Les résultats de cet essai doivent être étendus à l'ensemble du lot.
7 Méthodes de contrôle et d'essai
7.1 Le contrôle qualité de la surface des tôles et des bandes est effectué à l'aide d'une méthode statistique garantissant la qualité de surface spécifiée avec une probabilité de 96 %. La surface des tôles et des bandes est inspectée sans loupe.
7.2 L'épaisseur des tôles est mesurée à une distance d'au moins 100 mm du sommet du coin et d'au moins 10 mm du bord de la tôle ou de la bande à l'aide d'un micromètre conforme à GOST 6507, d'un pied à coulisse conforme à GOST 166 ou d'une jauge d'épaisseur conforme à GOST 11358.
Les dimensions des tôles et des bandes sont vérifiées avec une probabilité spécifiée de 96 %. Les résultats de mesure des dimensions des tôles et des bandes non conformes aux exigences des tableaux 1 à 6 ne doivent pas s'écarter de plus de la moitié de la plage de tolérance autorisée.
Le nombre de feuilles ou de bandes dans un lot M, pcs., est calculé à l'aide de la formule
M = 10 6 · , (1)
où P est le poids du lot, en kg ;
Y - masse volumique du matériau, g/cm³ ;
h - épaisseur de la tôle, de la bande, mm ;
b - largeur de la feuille, de la bande, mm ;
l - longueur de la feuille, de la bande, mm.
Le nombre de zones contrôlées sur une feuille, bande N, pcs., est calculé à l'aide de la formule
N = , (2)
où l est la longueur de la feuille, de la bande, en mm ;
b - feuille, largeur de bande, mm.
La largeur et la longueur des feuilles sont mesurées à l'aide d'une règle conforme à GOST 427 ou d'un ruban à mesurer conforme à GOST 7502.
Il est permis de contrôler les dimensions des tôles et des bandes en usine par d'autres moyens de mesure garantissant la précision nécessaire. En cas de désaccord, le contrôle est effectué par des méthodes de contrôle statistique.
7.3 Pour les essais de traction, un échantillon est découpé dans chaque tôle ou bande sélectionnée, le long du sens de laminage. Les échantillons destinés aux essais de traction sont sélectionnés conformément à la norme GOST 24047.
Les essais de traction sont effectués conformément à GOST 1497 sur des échantillons de type I ou II avec une longueur d'échantillon initiale calculée l0 = 5,65 mm ( F0 est la section transversale initiale de l'échantillon) et une largeur de 20 mm pour les tôles et bandes d'une épaisseur de 7 mm ou moins et une largeur de 30 mm pour les tôles et bandes d'une épaisseur de 8,0 mm ou plus.
7.4 La forme en croissant et l'obliquité de la coupe sont déterminées conformément à GOST 26877.
7.5 Pour l'essai de pliage, un échantillon est découpé dans chaque bande sélectionnée, dans le sens du laminage. L'essai de pliage est réalisé conformément à la norme GOST 14019.
7.6 Pour l'essai d'extrusion, un échantillon est découpé dans chaque bande sélectionnée. L'essai d'extrusion est réalisé conformément à la norme GOST 10510.
7.7 Pour déterminer la composition chimique, un échantillon est découpé dans chaque bande ou feuille sélectionnée conformément à GOST 24231. La composition chimique est déterminée conformément à GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012.
9
GOST 6235-2020
Il est permis d'effectuer des analyses chimiques en utilisant d'autres méthodes accélérées qui ne sont pas inférieures en précision à celles spécifiées.
Si des désaccords surviennent dans l'évaluation de la composition chimique, l'analyse est effectuée conformément aux normes GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012.
7.8 Le fabricant est autorisé à utiliser d'autres méthodes de contrôle qui garantissent la précision requise.
7.9 Les résultats de mesure sont arrondis selon les documents réglementaires en vigueur sur le territoire de l'État qui a adopté la norme*.
8 Emballage, étiquetage, transport et stockage
8.1 Les feuillards laminés à froid d'une épaisseur maximale de 2,00 mm sont conditionnés en paquets. Ces paquets doivent être enveloppés de papier et protégés en haut et en bas par des planches ou des panneaux en bois de dimensions correspondant à la largeur et à la longueur du paquet. Ils doivent être liés transversalement en au moins deux points avec du ruban d'acier ou synthétique d'au moins 0,3 × 20 mm ou du fil de fer d'au moins 2 mm de diamètre.
Fixez les extrémités du fil en les tordant d'au moins trois tours et le ruban en les verrouillant.
Les feuilles et bandes d'une épaisseur supérieure à 2,00 mm doivent être emballées dans des paquets avec protection unilatérale par des écrans selon les dimensions du paquet, comme spécifié ci-dessus.
Les feuilles et bandes d'une épaisseur supérieure à 5,00 mm ne peuvent pas être liées en faisceaux.
8.2 Le poids brut des feuilles dans un paquet ne doit pas dépasser 80 kg.
Par accord entre le consommateur et le fabricant, le poids de l'espace d'emballage peut dépasser 80 kg.
8.3 Les feuilles et les bandes sont enveloppées dans du papier et emballées dans des boîtes en bois ou en treillis denses de types I-VIII selon GOST 2991 et GOST 10198 ou d'autres boîtes selon la documentation technique avec des normes de résistance mécanique selon GOST 26838 et doublées à l'intérieur de papier imperméable.
Les tôles et bandes laminées à chaud ne peuvent pas être emballées.
Le poids brut de la caisse ne doit pas dépasser 500 kg.
Dimensions des boîtes - selon GOST 21140 ou autre documentation technique.
8.4 Les articles de fret (boîtes, paquets et feuilles et bandes individuelles) sont regroupés dans des colis de transport conformément à GOST 24597.
Moyens de fixation pour colis de transport - selon GOST 21650.
Lors du chargement et du déchargement mécanisés, le poids d'un article de fret ou d'un colis de transport ne doit pas dépasser 1250 kg.
D'autres méthodes et moyens de formation d'emballages conformément à la documentation technique sont autorisés, en tenant compte des exigences des normes GOST 26663, GOST 24597, GOST 21650.
L'emballage est réalisé sur palettes conformément à la norme GOST 33757 ou sans palettes, à l'aide de barres d'au moins 50 mm de hauteur, cerclée longitudinalement et transversalement avec un fil d'au moins 2 mm de diamètre ou un ruban d'au moins 0,3 × 20 mm. Les extrémités des fils sont fixées par torsion d'au moins cinq tours, et les rubans sont fixés en serrure.
8.5 Il est autorisé de transporter des feuilles et des bandes dans des conteneurs conformes aux normes GOST 15102, GOST 22225, GOST 20435 et GOST 18477 ou conformément à la documentation technique, sans emballage en carton, papier, matériaux synthétiques et non tissés, ni protection par des planches de bois. Dans ce cas, du carton doit être placé entre les rangées de colis.
Lorsqu'elles sont transportées en conteneurs, les feuilles et les bandes doivent être posées et fixées de manière à empêcher tout mouvement dans le conteneur. De plus, elles doivent être protégées de toute contamination et de tout dommage mécanique.
8.6 À l'extrémité de chaque feuille ou bande non liée en paquets, une étiquette doit être appliquée, fixée ou collée indiquant :
- marque ou nom et marque du fabricant ;
- nom du pays de fabrication ;
- désignation conventionnelle des feuilles ;
- numéros de lot ;
- cachet de contrôle technique.
* La norme ST SEV 543-77 « Nombres. Règles d'enregistrement et d'arrondi » est en vigueur.
10
GOST 6235-2020
Lors de l'expédition de feuilles et de bandes regroupées en paquets, les données ci-dessus sont placées sur une étiquette attachée au paquet ou collée sur la bande supérieure ou la feuille supérieure du paquet.
8.7 Chaque espace de chargement, chaque boîte ou conteneur doit être fourni avec des listes de colisage jointes ou jointes contenant :
- marque ou nom et marque du fabricant ;
- nom du pays de fabrication ;
- désignation conventionnelle des feuilles ;
- numéro de lot ;
- poids net;
- poids brut ;
- numéro d'emballage.
8.8 Marquage de transport - selon GOST 14192 avec l'application du signe de manutention « Tenir à l'écart de l'humidité ».
Lors du transport de marchandises par avion, les étiquettes doivent être en bois ou en métal et apposées des deux côtés.
8.9 Les éléments suivants doivent être utilisés comme moyens d'emballage, matériaux et moyens de fixation :
- papier selon GOST 8273, GOST 8828 ;
- carton ondulé selon GOST 7376;
- carton selon GOST 7933;
- matériaux synthétiques et non tissés selon la documentation technique ;
- planches et panneaux selon documentation technique ;
- bandes selon GOST 3560;
- fil selon GOST 3282;
- ruban synthétique selon documentation technique.
Il est permis d'utiliser d'autres types de matériaux d'emballage qui ne sont pas inférieurs en résistance à ceux énumérés ci-dessus, ainsi que d'autres types et méthodes d'emballage qui garantissent la préservation de la qualité du produit.
8.10 Emballage des tôles et bandes destinées à être expédiées vers les régions de l'Extrême-Nord et les localités équivalentes - conformément à GOST 15846 pour le groupe « Métaux et produits métalliques ».
8.11 Les tôles et les bandes sont transportées par tous types de transport dans des véhicules couverts conformément aux règles de transport et aux conditions de chargement et d'arrimage des marchandises en vigueur pour le type de transport considéré.
8.12 Les feuilles et bandes destinées au transport maritime sont transportées conformément à GOST 26653.
8.13 Les plaques et les bandes doivent être stockées dans des locaux fermés, dans des caisses ou sur des étagères, des palettes et des racks. Pendant le stockage et le transport, les plaques et les bandes doivent être protégées des dommages mécaniques, de l'humidité et des produits chimiques actifs.
Le consommateur doit conserver les feuilles et les bandes dans l'emballage du fabricant pendant au moins deux jours afin que leur température atteigne celle de la pièce. Passé ce délai, elles doivent être déballées.
Si les conditions de transport et de stockage spécifiées sont respectées, les propriétés de consommation des feuilles et des bandes ne changent pas.
11
GOST 6235-2020
Annexe A
(informatif)
Épaisseur et poids théorique de 1 m² de tôles laminées à chaud et laminées à chaud
et bandes laminées à froid
Tableau A.1
| Épaisseur de la tôle, bande, mm | Poids théorique de 1 m², feuille, bande, kg | Épaisseur de la tôle, bande, mm | Poids théorique de 1 m², feuille, bande, kg |
1.0 1,2 1,5 1.8 2.0 2,5 3.0 3,5 4.0 4,5 5.0 5.5 6.0 6,5 |
8,90 10,68 13h35 16.02 17,80 22.25 26,70 31.15 35,60 40.05 44,50 48,95 53,40 57,85 |
7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0 18.0 19.0 20.0 |
62,30 71,20 80.10 89,00 97,90 106,80 115,70 124,60 133,50 142,40 151,30 160,20 169,10 178,00 |
| Remarque : Lors du calcul de la masse théorique des feuilles et des bandes, la densité du nickel est considérée comme étant de 8,9 g/ cm3 . | |||
UDC 669.3.413;418:2:006.354 ISS 77.150.60
Mots clés : tôles et bandes de nickel, laminées à froid, laminées à chaud, assortiment, exigences techniques, contrôle, règles d'acceptation









